The objectives of the WP3 (Modeling thermal effects on vegetable quality parameters) were to develop a model for thermal effects on vegetable quality parameters based on the studies of healt-beneficial pytochemicals (HBPC) degradation in the process chaing and to use the developed heat transfer model and quality parameters to optimize the process for reduced energy use and improved quality. These objective relied on the hypothesis of that HBPC losses can be avoided or reduced by selecting the most careful processing steps and storage conditions and that the process can be optimized by using the time-temperature history of the product undergoing a thermal process and the kinetics of the quality parameters.
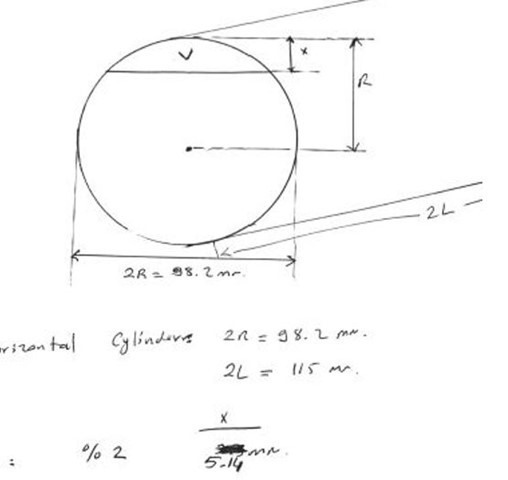

Figure 1. (a) Dimensions of the computational geometry and (b) and the water filled can with inserted thermocouples.
To accomplish the given objectives, heat transfer modeling of canned products of tomato and brassica was proposed to determine the temperature distribution during a conventional and novel agitated retort processing. With the known time-temperature distribution, the optimization part would focus on evaluating the quality changes and preserving the HBPCs and limiting the overall thermal load on vegetable products via the use of rapid heating novel technologies. Two interesting technologies are MW and agitated thermal processing while the modeling studies will focus on the latter one. As indicated above, for optimal process design of a thermal processing system, the temperature distribution inside the product must be known. Therefore, heat transfer modeling for the tomato and Brassica based products will be carried out in the first stage of WP3 to determine temperature distribution during a novel agitated retort processing as a volumetric heating process. This was specifically chosen for processing due to its ability to impose forces up to 3-4 g to enhance the convective mixing within the product. The enhanced mixing via the longitudinal agitation leads to a significant reduction in processing time, and ensures the same microbial decimation with less energy use, and thus increased production efficiency. Reduced (thermal) processing time will also improve nutritional and sensory quality of products. In the second phase, changes in the quality factors will be determined to optimize the process. This will lead to a modeling tool to optimize the agitated retort processing and minimize product development costs via reduced processing costs and energy, while improving the quality. Preservation/breakdown of PC will form the objective function while the agitation rates (strokes/min) and process temperature will base for decision and explicit/implicit variables. The results will be compared with the results of conventional processing techniques, e.g. still retorting. Even if traditional canning is convenient, and provides a universal and economic method for processing and preservation, there is a need to reduce energy costs, improve nutritional quality and enhance sensory attributes. While new packaging formats have emerged, the latest agitation process, where reciprocating agitation is carried out in horizontally oriented containers, reduces processing times ≈90% and enables energy savings without compromising quality. To accomplish these objectives, multi-phase model simulations will be performed using a finite volume method based on discretization of governing flow equations for each phase in a non-inertial reference frame of moving mesh, where the grid moves with the computational geometry using a CFD program.
Milestones and Deliverables:
Based on the given description, the milestone of the WP3 was the numerical computational model on determining temperature distribution for traditional and novel agitated retort processes to evaluate the thermal HBPC breakdown during processing, and the deliverables will be a review article on the breakdown and inactivation kinetics for the given HBPCs, an optimized process based on the time-temperature history of the product, validation report of the numerical model and an article on optimization of HBPC breakdown.
Research Tasks accomplished between April 2014 and April 2015:
In the first year of the project, the following tasks were carried out:
Experimental studies:
Obtaining experimental data for a stationary retort and agitated retort process to further use in the numerical model validation:
In this part of the experiments, 98.2×115 mm (diameter × length) cans were filled water with 2% headspace, and the experiments in boiling water under stationary case and under longitudinal agitation retort conditions at 140 strokes/min. The water to replace the food product was specifically chosen for the model validation studies since its thermal and physical properties were very well known. Based on the experience of the WP3 group in the modelling area, it was significant to apply the temperature effects on the thermal and physical properties (especially for the case of density and viscosity). The following Fig. 1 demonstrates the dimensions of the computational geometry (Fig. 1a) and the water filled can (Fig. 1b), where two thermocouples were placed at the centre location and a location close to the can wall.
As indicated above, there were two sets of experiments carried out using this geometry and experimental set-up: boiling water under stationary case and under longitudinal agitation retort conditions at 140 strokes/min. Fig. 2 demonstrates the temperature changes at the given two locations for these three sets. These experimental data will be used in the validation of the numerical model.
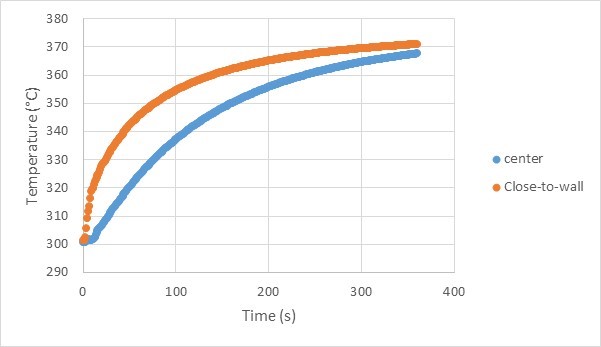
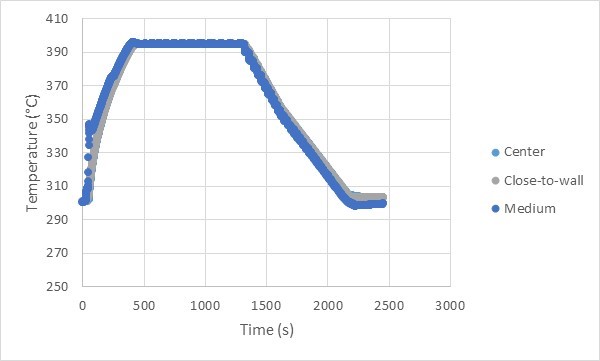
Figure 2. Demonstration of time-temperature change of the centre and close-to-wall locations (a) under boiling water stationary case and (b) under longitudinal agitation conditions (140 strokes/min).
Numerical studies were, first of all, composed of two parts. In the first section, a rectangular cross-section of the 3-dimensional can were used to decide upon a suitable mesh structure in the case of longitudinal agitation. In this section the mesh sizes of ≈10000, 15000, 25000, 38260 and 41520 were tried. While Fig. 3 shows a typical mesh structure of this computational geometry. Fig. 4 demonstrates the effect of mesh size in the temperature change of the two locations (Fig. 3).
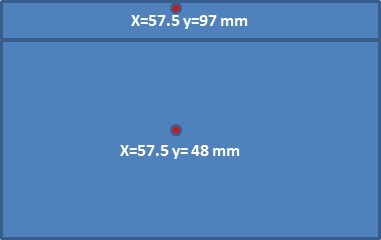
Figure 3. A typical mesh structure of 2-dimensional rectangular computational geometry with the marked points where the time-temperature data were recorded.
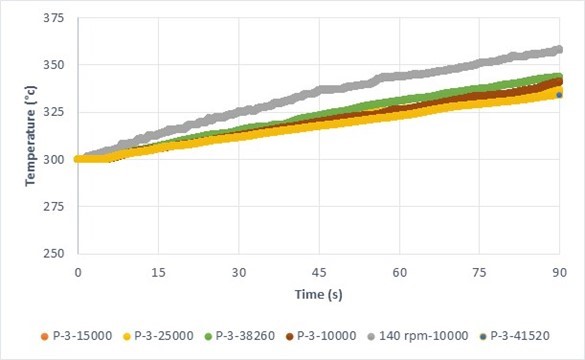
Figure 4. Time-temperature change of the centre and close-to-wall points in the 2-dimensional rectangular geometry.
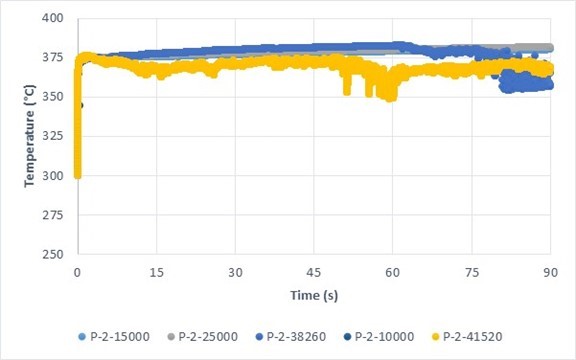
Due to the instabilities obtained with the mesh sizes of 38260 and 41520 at the point close to the wall (Fig. 4b) , it seemed to feasible to continue to the 3-dimensional simulations with a mesh structure of 24000 for the case of agitation conditions. To demonstrate the effect of agitation, another set of 2-dimensional simulation was run for the case of agitation at 140 strokes/min. Figs. 5 and 6 shows the effect of agitation with respect to the stationary case for temperature and phase (air-headspace and water) distribution. In all these simulations, the wall temperature was constant at 121.1 °C with an infinitely high heat transfer coefficient and constant uniform initial temperature distribution.
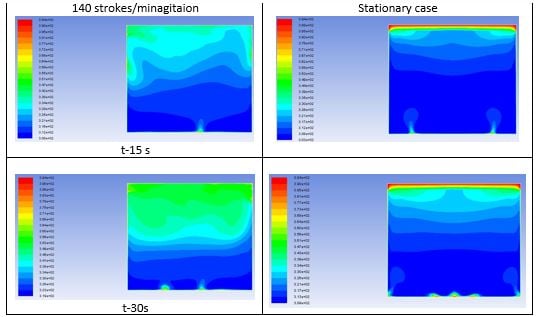
Figure 5. The effect of agitation with respect to the stationary case for temperature distribution.
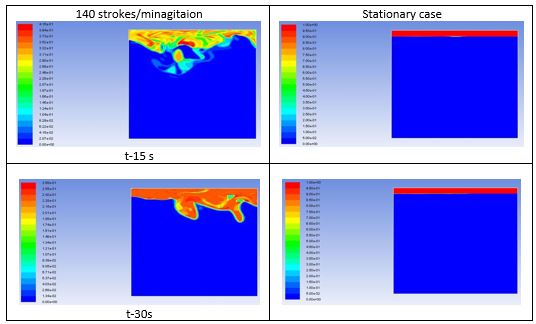
Figure 6. The effect of agitation with respect to the stationary case for phase (air-headspace and water) distribution.
